

Cięcie plazmowe zrewolucjonizowało produkcję metali, oferując szybkość, precyzję i wszechstronność nieporównywalną z tradycyjnymi metodami. Niezależnie od tego, czy tworzysz skomplikowaną sztukę metalową, czy produkujesz maszyny przemysłowe, zrozumieniejakie materiały można ciąć plazmą ma kluczowe znaczenie dla osiągnięcia optymalnych wyników. W tym przewodniku omówiono pełne spektrum materiałów do cięcia plazmowego, podstawy naukowe procesu, najlepsze praktyki w przypadku różnych metali, a nawet ograniczenia, o których należy pamiętać.

Jak działa cięcie plazmowe: nauka kryjąca się za iskrą
Cięcie plazmowe wykorzystuje zjonizowany gaz (plazmę), który topi i wyrzuca metal. Oto opis procesu:
- Jonizacja: Łuk wysokiego napięcia pomiędzy elektrodą palnika a przedmiotem obrabianym jonizuje sprężony gaz, tworząc plazmę.
- Wytwarzanie ciepła: Strumień plazmy osiąga temperaturę do 16 600°C (30 000°F), topiąc metal.
- Wyrzut materiału: Gaz o dużej prędkości wydmuchuje stopiony metal, tworząc czyste cięcie.
Kluczowe komponenty obejmują:
- Zasilacz: Stabilizuje łuk (np. Hypertherm Seria Powermax).
- Materiały eksploatacyjne do palnika: Dysze, elektrody i pierścienie wirowe kierują strumień plazmy.
- Źródło gazu: Powietrze, azot lub gazy specjalne, takie jak argon i wodór.
Materiały kompatybilne z cięciem plazmowym
Cięcie plazmowe sprawdza się znakomiciemetale przewodzące prąd elektryczny. Poniżej omawiamy najpopularniejsze materiały, związane z nimi wyzwania i rozwiązania.
1. Stal miękka: metal najczęściej używany w przypadku plazmy
- Dlaczego jest idealny: Jednolity skład stali niskowęglowej umożliwia gładkie i szybkie cięcie.
- Zakres grubości:
- Noże DIY: Do ½ cala (12 mm) przy 40–60 A.
- Systemy przemysłowe: Do 6 cali (150 mm) przy 400+ amperach (np. Hypertherm XPR300).
- Najlepsze praktyki:
- Używać sprężone powietrze do ekonomicznego cięcia.
- Zwiększ prędkość na cienkich arkuszach, aby zapobiec wypaczeniu.
2. Stal nierdzewna: precyzja ponad moc
- Wyzwania: Zawartość chromu powoduje utlenianie, prowadzące do odbarwień krawędzi i żużla.
- Rozwiązania:
- Wybór gazu: Azot lub argon-wodór zmniejszają utlenianie.
- Materiały eksploatacyjne: Hypertherm Dysze Duramax poprawić jakość krawędzi.
- Zastosowania: Sprzęt dopuszczony do kontaktu z żywnością, wyroby medyczne.
3. Aluminium: zarządzanie prędkością i ciepłem
- Unikalne właściwości: Wysoka przewodność cieplna i odblaskowa warstwa tlenku.
- Wskazówki dotyczące cięcia:
- Gaz: Mieszanki argonu i wodoru zapobiegają szorstkości krawędzi.
- Natężenie w amperach: W przypadku grubości powyżej ¼ cala (6 mm) należy stosować napięcie powyżej 85 A.
- Prędkość: Tnij szybciej, aby uniknąć gromadzenia się ciepła i wypaczeń.
- Przypadki użycia: Komponenty lotnicze, panele samochodowe.
4. Miedź i mosiądz: należy zachować ostrożność
- Wyzwania: Miękkie metale powodują powstawanie nieregularnych i szybkich łuków materiał eksploatacyjny nosić.
- Obejścia:
- Niższe natężenie prądu (40–60 A) i niższe prędkości.
- Wymieniaj dysze dwa razy częściej niż w przypadku stali.
- Zastosowania: Elementy elektryczne, sztuka dekoracyjna.
5. Metale specjalne
- Tytan: Wymaga gazów obojętnych (argonu), aby zapobiec spalaniu. Powszechne w lotnictwie.
- Stal ocynkowana: Cięcie na zewnątrz lub przy zapewnieniu wentylacji, aby uniknąć toksycznych oparów cynku.
- Lane żelazo: Możliwe, ale powoduje powstawanie ciężkiego żużla; Często preferowane jest paliwo tlenowe.

Materiały, których nie można ciąć plazmą
Cięcie plazmowe ogranicza się do metali przewodzących. Unikaj tych materiałów:
- Nieprzewodzący: Drewno, plastik, szkło, ceramika.
- Niebezpieczny: Ołów (trujące opary), magnez (łatwopalny).
- Ścierny: Beton, kamień (uszkodzić elementy palnika).
W przypadku niemetali rozważ alternatywy, takie jakcięcie strumieniem wody Lubsystemy laserowe.
Dlaczego cięcie plazmowe przewyższa inne metody
Zrozumienie zalet plazmy pomaga uzasadnić jej zastosowanie w określonych scenariuszach:
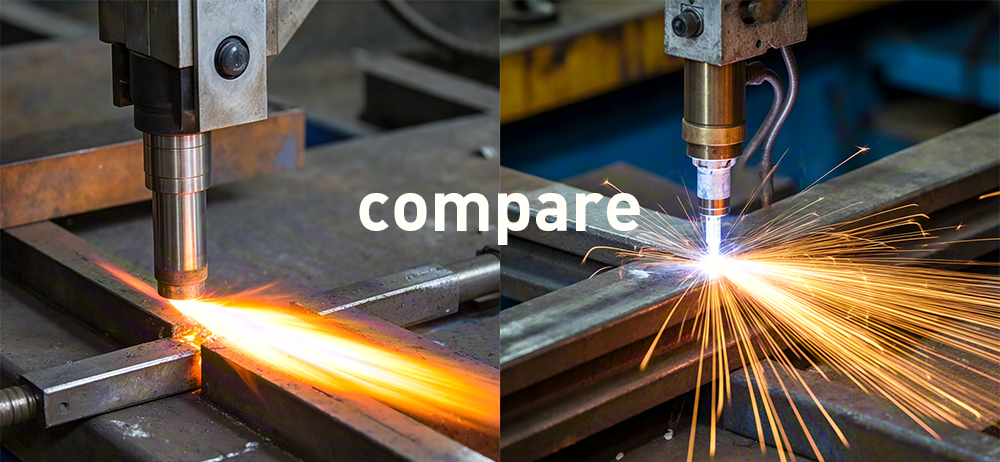
1. Szybkość i wydajność
- Plazma kontra paliwo tlenowe: Tnie 3 razy szybciej cienką stal (np. stal ¼ cala przy 120 IPM w porównaniu z 40 IPM).
- Plazma kontra laser: Bardziej opłacalne w przypadku materiałów o grubości poniżej 1 cala (25 mm).
2. Wszechstronność
- Uchwyty zardzewiałe, pomalowane lub nierówne powierzchnie bez wstępnego czyszczenia.
- Pracuje w na zewnątrz lub w brudnym środowisku gdzie walczą lasery.
3. Precyzja
- Systemy plazmowe CNC: Osiągnij tolerancję ±0,1 mm do skomplikowanych projektów.
- Cięcie ukośne: Zaawansowane palniki tną pod kątem do 45° w celu przygotowania do spawania.
4. Oszczędności
- Niższe koszty początkowe w porównaniu z laserami światłowodowymi
- Mniejsze zużycie energii w porównaniu do systemów waterjet.
Szczegółowe porównanie znajdziesz na stroniePrzewodnik cięcia Lincoln Electric.
Optymalizacja cięcia plazmowego dla różnych materiałów
Dostosuj konfigurację do każdego metalu, aby uzyskać czystsze i dłuższe cięcia materiał eksploatacyjny życie.
Krok 1: Przewodnik dotyczący wyboru gazu
| Tworzywo | Zalecany gaz | Zamiar |
|---|---|---|
| Stal miękka (≤1″) | Sprężone powietrze | Przyjazne dla budżetu, minimalne koszty utrzymania |
| Stal nierdzewna | Azot | Zmniejsza utlenianie i żużel |
| Aluminium | Argon-wodór (65/35) | Gładsze krawędzie, mniej żużlu |
| Tytan | Argon | Zapobiega spalaniu |
Krok 2: Ustawienia natężenia i prędkości
| Tworzywo | Grubość | Natężenie w amperach | Prędkość (IPM) | Ciśnienie gazu (PSI) |
|---|---|---|---|---|
| Mild Steel | ¼” (6mm) | 45A | 120 | 70–80 |
| Aluminium | ½” (12mm) | 85A | 60 | 90–100 |
| Nierdzewny | ¾” (19mm) | 65A | 45 | 80–90 |
Uwaga: Zawsze zapoznaj się z instrukcją obsługi sprzętu, aby uzyskać dokładne ustawienia.
Krok 3: Konserwacja materiałów eksploatacyjnych
- Codzienne kontrole: Czysty dysza otwory za pomocą rozwiertaka w celu usunięcia zanieczyszczeń.
- Oznaki zużycia:
- Elektroda: Głębokie wżery lub pęknięta końcówka emitera.
- Dysza: Powiększony lub owalny otwór.
- Zestawy zamienne: Użyj części OEM, takich jak Zestawy materiałów eksploatacyjnych Millera dla niezawodności.
Przemysłowe a hobbystyczne przecinarki plazmowe: kluczowe różnice
| Funkcja | Przemysłowe przecinarki plazmowe | Hobbistyczne przecinarki plazmowe |
|---|---|---|
| Maksymalna grubość | Ponad 6 cali (150 mm) | ½–1 cala (12–25 mm) |
| Wymagania dotyczące zasilania | 3-fazowe 480 V | Jednofazowe 120 V/240 V |
| Precyzja | Automatyka CNC, tolerancja ±0,1mm | Obsługa ręczna, tolerancja ±1mm |
| Koszt | 15 000–15 000–100 000+ | 1 000–1 000–5 000 |
| Przykładowe modele | Hypertherm XPR300, ESAB Powercut 200 | Hobart Airforce 40i i Lotos LT5000D |
Wskazówki dotyczące bezpieczeństwa podczas cięcia plazmowego
- Wentylacja: Zawsze tnij w dobrze wentylowanych pomieszczeniach, aby uniknąć wdychania oparów (np. cynku ze stali ocynkowanej).
- ŚOI: Nosić rękawice ognioodporne, okulary ochronne z ochroną UV i ochronniki słuchu.
- Zapobieganie pożarom: W przypadku pożaru instalacji elektrycznej należy przechowywać w pobliżu gaśnicę klasy C.
- Grunt: Zabezpiecz obrabiany przedmiot za pomocą zacisku, aby zapobiec powstaniu łuku.
Wytyczne zgodne z OSHA można znaleźć na stronieAmerykańskie Towarzystwo Spawalnicze.

Rzeczywiste zastosowania cięcia plazmowego
- Naprawa samochodowa: Cięcie układów wydechowych, paneli nadwozia i wsporników.
- Budowa: Produkcja belek dwuteowych, balustrad i komponentów HVAC.
- Sztuka i oznakowanie: Tworzenie dekoracyjnych rzeźb metalowych i niestandardowych oznakowań.
- Okrętownictwo: Cięcie grubych płyt kadłuba i elementów konstrukcyjnych.
Studium przypadku: Warsztat w Teksasie skrócił czas produkcji o 35% po przejściu na a Hypertherm Powermax85 do wyposażenia kuchni ze stali nierdzewnej.
Przyszłe trendy w cięciu plazmowym
- Systemy hybrydowe: Połączenie plazmy ze strumieniem wody lub laserem w przypadku projektów obejmujących wiele materiałów.
- Integracja sztucznej inteligencji: Inteligentne czujniki dostosowujące przepływ i prędkość gazu w czasie rzeczywistym.
- Ekologiczne gazy: Mieszanki na bazie wodoru redukujące ślad węglowy.
Zastosowanie cięcia plazmowego materiałów niemetalowych

1. Aktualny zastosowanie cięcia plazmowego na materiałach niemetalowych
Chociaż technologia cięcia plazmowego była pierwotnie przeznaczona do materiałów metalowych, w ostatnich latach, wraz z ciągłym doskonaleniem i innowacjami technologii, zaczęto ją stopniowo stosować również do cięcia i obróbki materiałów niemetalowych. Niektóre niemetale, takie jak tworzywa sztuczne, guma i niektóre materiały kompozytowe, topią się lub odparowują w wysokich temperaturach, co teoretycznie umożliwia ich cięcie za pomocą technologii plazmowej. Jednak ze względu na dużą różnorodność i różne właściwości materiałów niemetalicznych, nie wszystkie materiały niemetalowe nadają się do cięcia plazmowego. W zastosowaniach praktycznych technologia cięcia plazmowego została z powodzeniem zastosowana w niektórych specyficznych scenariuszach cięcia materiałów niemetalowych.
2.Specyficzne zastosowanie cięcia plazmowego materiałów niemetalowych
1. Cięcie tworzyw sztucznych
W branży produkcji tworzyw sztucznych, technologia cięcia plazmowego jest powszechnie stosowana do precyzyjnego cięcia arkuszy tworzyw sztucznych. W porównaniu z tradycyjnym cięciem mechanicznym lub cięciem laserowym, technologia cięcia plazmowego ma zalety dużej szybkości, wysokiej wydajności i niskich kosztów. Jednocześnie cięcie plazmowe może również zapewniać stosunkowo gładkie cięcia, redukując kolejne etapy przetwarzania i koszty. Na przykład przy produkcji części samochodowych technologię cięcia plazmowego można zastosować do cięcia części z tworzyw sztucznych o różnych kształtach, takich jak deski rozdzielcze, panele wewnętrzne drzwi itp.
2. Cięcie gumy
W branży motoryzacyjnejTechnologia cięcia plazmowego wykorzystywana jest także do cięcia materiałów takich jak gumowe listwy uszczelniające. Materiały gumowe mają pewną elastyczność i lepkość, a tradycyjnym metodom cięcia często trudno jest uzyskać idealny efekt cięcia. Technologia cięcia plazmowego może z łatwością sprostać temu wyzwaniu i osiągnąć precyzyjne i szybkie cięcie. Ponadto cięcie plazmowe może również wytwarzać stosunkowo gładkie nacięcia, zmniejszając straty materiałów gumowych i późniejsze koszty przetwarzania.
3. Cięcie materiałów kompozytowych
Oprócz tworzyw sztucznych i gumy, technologia cięcia plazmowego jest stopniowo stosowana do cięcia materiałów kompozytowych. Materiały kompozytowe mają zalety wysokiej wytrzymałości, lekkości i odporności na korozję i są szeroko stosowane w przemyśle lotniczym, produkcji samochodów i innych dziedzinach. Jednak cięcie materiałów kompozytowych zawsze stanowiło trudny problem. Tradycyjne metody cięcia często sprawiają trudności w osiągnięciu idealnego efektu cięcia i są podatne na defekty, takie jak pęknięcia i rozwarstwienia. Technologia cięcia plazmowego może przezwyciężyć te niedociągnięcia i zapewnić precyzyjne i szybkie cięcie. Na przykład w przemyśle lotniczym technologię cięcia plazmowego można zastosować do cięcia części kompozytowych o różnych kształtach, takich jak skrzydła, kadłuby itp.
3.Wyzwania techniczne i rozwiązania cięcia plazmowego materiałów niemetalicznych
Chociaż technologia cięcia plazmowego ma szerokie perspektywy zastosowania w materiałach niemetalowych, nadal napotyka pewne wyzwania techniczne w rzeczywistym zastosowaniu. Na przykład właściwości fizyczne materiałów niemetalowych, takie jak przewodność cieplna i temperatura topnienia, znacznie różnią się od właściwości materiałów metalowych, co wymaga dostosowania i optymalizacji sprzętu do cięcia plazmowego pod względem ustawień parametrów i systemów sterowania. Ponadto materiały niemetalowe mogą podczas procesu cięcia wytwarzać szkodliwe gazy i dym, dlatego należy podjąć skuteczne środki ochronne, aby zapewnić bezpieczeństwo operatorów.
Wniosek
Zdolność cięcia plazmowego do przecinaniastal, aluminium, stal nierdzewna i inne czyni go niezbędnym w nowoczesnym przemyśle wytwórczym. Wybierając odpowiedni gaz, optymalizując ustawienia i konserwując sprzęt, użytkownicy osiągają czyste i wydajne cięcie w różnych branżach. Chociaż istnieją ograniczenia w przypadku materiałów nieprzewodzących, plazma pozostaje najlepszym wyborem ze względu na jej szybkość, wszechstronność i opłacalność.
Osoby gotowe do inwestycji mogą zapoznać się z systemami klasy przemysłowej na stronieNarzędzie Traversa lub znajdź opcje DIY na stronieFracht Portowy.











